 Making Turbo Manifolds, Part 2
Making Turbo Manifolds, Part 2
Step-by-step making a turbo manifold
by Julian EdgarAt a glance...
* Step-by-step making a turbo manifold
* Turbo manifold design considerationsLast week we backgrounded the making of a custom turbo manifold. This week we look at the process of constructing a four cylinder manifold from heavy gauge buttweld fittings. If you have a bench grinder, hacksaw, vice and access to an experienced welder, it’s easier than you think! In the second half of this article we take a look at turbo manifold design.
Step-by-StepHalf a metre of 100mm x 12mm flat bar was purchased from a metals dealer at a cost of AUD$16. Using chalk, the shape of the exhaust manifold gasket was traced onto the bar. Because the openings in the head gasket are larger than the internal diameter of the ports, an appropriately sized washer was used to mark the port openings.

An oxy acetylene torch was used to cut out the manifold plate. The cut was made on the outside of the line so that the resulting plate is a little larger than the gasket. The holes were cut on the inside of the marked line. A local welder did all the cutting and welding – his total time was 5 hours.

The rough edge resulting from the oxy cutting was smoothed by an angle grinder. The port holes were not smoothed until the runners were welded in place, so that they could then be matched to the ports and the runner internal diameters in the one operation.

The location of the turbo relative to the head was decided by simply holding the turbo in different positions and judging clearances. From this it could be seen that the manifold runners would probably need to head upwards a little before coming down towards the turbo inlet – that way, the turbo could be kept close to the block without the runners having to bend too sharply.

The metal exhaust gasket was used whenever the spacing of the runners needed to be checked. Here the centre two runners can be seen taped together prior to welding. To allow them to nestle together, a section was cut from each 90-degree bend with a hacksaw.

A small portion of the tape was cut away to allow a tack to be made. With the pipe bends then held together, the tape could be stripped off and more tacks – and then a proper weld – made.

With the centre pipes shaped and then welded together, the outside cylinders could be organised. As can be seen here, again the head gasket is being used to determine pipe spacing. Ninety degree and a 45 degree bends are being used to form this runner, with a substantial amount of the 45-degree bend needing to be cut away. Again a hacksaw was used to do this.

Here’s what the 45-degree bend looks like when shaped to match the other runner. An oval-shaped hole was cut on the side of the runner to suit the entering pipe.

With both 45-degree bends cut to suit, and appropriate holes made in the existing runners, here’s what the assembly looked like. Note again how the exhaust manifold gasket is being used for sizing – if you buy a spare gasket and take careful under-bonnet clearance measurements, you can build the manifold without having your car off the road.

The 45-degree bends were tacked and then welded in place
before they were welded to the 90-degree bends. This was done for a very important reason – it allows...

....access for an oxy cutting torch to clean-up the internal transition at the pipe junction. If the 90-degree bend had been welded to the 45-degree bend first, the welding torch would not have been able to gain access to the junction.

The rest of the runners could then be welded in place, and then welded to the manifold plate. This done, the previously cut out turbo mounting plate could be welded to the collector tube.

The welds were cleaned-up with an angle grinder spinning a multi-flap sanding disc, and a high speed electric tool using a cutting burr. A round hand file was also used.

The manifold could then be checked for turbo location.

The next step was to have the manifold sandblasted, inside and out. Externally, this removes surface scratches and sanding marks and gives a uniform finish. Internally, it helps to remove any welding dags and scale. If you chose to have the manifold internally sandblasted, you should then clean the insides very thoroughly to get rid of any blasting sand that might remain.

The manifold and turbo mounting flanges were then faced – that is, were machined flat so that good seals with the head and turbo could be gained. A local machine shop did this work. If you have this work done by a machine shop, it’s also a good time to have the manifold drilled and tapped to take a pressure tapping point and thermocouples (either one per cylinder or one just prior to the turbo).
 Cost
Cost
The total cost of making the manifold was about AUD$500. This can be broken down to:
Steel plate (0.5 metres x 12mm x 100mm) - $16
Buttweld fittings (5 x 45-degree, 4 x 90 degree) - $72
Welding and cutting (6 hours at AUD$50 per hour) – $300
Sandblasting - $20
Facing of both mounting plates - $90Turbo Manifold Design
Start talking about turbo exhaust manifold design and people have all sorts of theories. Most say that equal-length, long runners should be used – irrespective of the length of runner that then results. But others say runners should be grouped on the basis of firing order. Sounds easy – until you ask some questions. Like, grouped exactly how on the basis of firing order? Or, how important is it that the runners are of equal length? For example, is it more important that runner length be equal – or the runners are organised to provide the best flow? After all, the longer the runner, inside a typical engine bay the more bends it’s likely to have in it and the greater resistance it will pose to flow.
Let’s take a look at what the experts actually have to say.
The original bible of turbocharging is Turbochargers, by Hugh MacInnes (published by HP Books). Despite being first published in 1978 – and so containing almost nothing that relates to EFI engines – the core content of the book has stood up surprisingly well in the years since. MacInnes suggests that turbo exhaust manifolds should use small diameter runners with about the same internal area as the ports and that in turbo engines, the use of “smooth flowing exhaust headers with beautiful swerving bends.... is more aesthetic than power-increasing”. Except for V8 engines, he makes no comments at all about grouping the flow from cylinders in any particular manner.

Another old book is Turbocharging and Supercharging, by Alan Allard (first published by Patrick Stephens in 1982). Allard says: “The main criteria when designing and fabricating an exhaust manifold are: firstly, to build in sufficient strength to take the weight of the turbocharger system and to remain rigid without distortion or fracture even when working up to 1000 degrees C; and secondly, to have sufficient wall thickness (3.0mm minimum is recommended) to withstand the corrosion effects of running up to high temperature over a long period.”
Allard suggests the use of a log-type manifold pipe of not more than 2.5 times, and not less that double, the area of one exhaust port. The log is joined to the individual exhaust ports with stubs with the same inside diameter as the exhaust ports, each as short as possible and of equal length. The stubs can enter the log at right-angles or be angled towards the turbo.

However, while not mentioned in the text, a diagram shows a 1-3-4-2 firing order four cylinder engine using a manifold where cylinders 1 and 2, and 3 and 4, are paired and fed to a split-pulse turbine. In addition, again while it is not discussed in the text, many turbo racing engines are shown where equal-length long runners join at a common collector just prior to the turbo.

Automotive Supercharging and Turbocharging Systems was first published in 1992 by Motorbooks International. The author is John Humphries. Of my references, this book provides the most detailed treatment of turbo exhaust manifolds. However, rather than making things clearer, if anything it further muddies the waters! The book suggests that there are two fundamentally different approaches to turbo exhaust manifold design.
The first is to use a manifold with sufficiently large internal volume that the exhaust output pulses of each cylinder are damped and a more or less constant pressure is available to the turbine. The internal volume of the manifold sufficient to obtain this pulse dampening can be 1.4 – 6 times the swept volume of the engine. That rules out pretty well all long runner exhaust manifolds, although a log-type one of the sort suggest by Allard may fit into the bottom end of this scale, and the current fashion in the US for mounting the turbo at the back of the car (in a car with a front engine!) would also conform to this approach.
The second approach is a pulse system, where the exhaust pulses provide additional short-term energy to the turbine. In a pulse-type manifold, Humphries suggests that the pipe runners should have a “cross-sectional area....not significantly greater than the geometric valve area at full lift [and] these connections should be kept short and free of sharp bends”.
He says the reflection of pulses within the system will be determined by pipe length, exhaust temperature and the status (ie open, closed or partially open) of the exhaust valves. In addition, at pipe junctions the exhaust pulses will split, with smaller magnitude exhaust pulses travelling down each pipe. “The overall pressure wave system that occurs in such a manifold will be very complex, with pulses propagating from each cylinder, pulse division at each junction, total or partial reflection at an exhaust valve...and reflection from the turbine.”
In order to take advantage of this pulse flow, “narrow pipes from several cylinders can be connected through a single branched manifold to one turbine....a four stroke engine which can have its cylinders grouped into threes is particularly attractive.” This is because “the opening periods of the exhaust valves follow successively every 240 degrees with very little overlap between them.... thus a sequence of pressure pulses arrives at the turbine...”
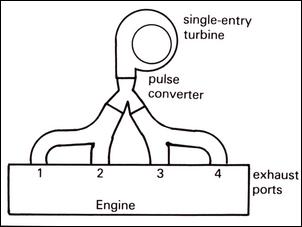
Humphries suggests that the use of twin turbos on a six cylinder engine allows for efficient pulse operation, and where cylinder multiples are not in threes, a single turbo entry can be linked to multiple cylinders through “pulse converters”. Pulse converters are suitably shaped junctions which prevent reverse pulse flow. Humphries shows a four cylinder exhaust manifold with cylinders 1 and 2, and cylinders 3 and 4, paired and then coming together through a pulse converter junction.

One of the more recent books on turbocharging is Corky Bell’s Maximum Boost (published by Robert Bentley, 1997). Bell suggest that it is important the manifold retains heat, prevents reverse flow (eg by the use of so-called reversion cones in the first section of each runner), and is designed to minimise thermal loads on each section of the manifold. The latter can be achieved by the use of runners from each cylinder travelling separately to the turbo inlet – that way, each runner is subjected only to the heating loads of one cylinder. It is implied but not stated that controlling these heating loads is more important than flowing the individual pulses in a sequence to the turbine – in the diagram the pipes are of unequal lengths.
Bell also says that the experience with turbo F1 cars suggests that “the best manifolding is multiple-tube, individual runner style”. As with the other authors, he recommends the use of relatively small diameter runners with large wall thicknesses. With regard to pulse tuning, he says “a design that allows exhaust gas pulses to arrive at the turbine at regularly spaced intervals is ideal but difficult to achieve”.
So what does one make of all of that?
Firstly, it’s clear that these authors agree that the use of heavy wall tube (“steam pipe”) bends are preferable to thin gauge materials. Secondly, the individual cylinder runners should be sized smaller rather than larger, being near to port size. It also appears that if it is possible within the confines of the engine bay, equal-length runners that join at the turbo are to be recommended. In six cylinder engines, the grouping of two pairs of three cylinders to feed either two turbos or a single split-pulse turbine housing is to be favoured.
However, unequal length runners are extremely widely used (few if any factory turbo cars have equal length runners in their cast manifolds) and some aftermarket tubular manifolds use branchings of unequal length runners. (Most of the latter are dubbed ‘pulse converter’ manifolds but whether the internal junctions conform to pulse converter geometries is not known.) Not one of the best known references is particularly critical of exhaust manifold designs which on a naturally aspirated engine would be seen as fatally flawed.














